
Die "A-MBE" Molekularstrahepitaxie-Anlage im IHT-Reinraum
Ziel der Forschung am IHT...
ist die Optimierung von bestehenden und die Erforschung neuartiger Bauelementkonzepte für modernste Logik-, Speicher- und leistungselektronischen Anwendungen auf Grundlage der neuesten quantenelektronischen Erkenntnisse.
Dabei stellt die siliziumbasierte Kristallzucht mittels Molekularstrahlepitaxie (MBE, engl. Molecular Beam Epitaxy) des Komeptenzfeldes Gruppe-IV-Heteroepitaxie das Rückgrat der Bauelementforschung dar.

Blick in den Nasschemie-Bereich
Direkt zu den Kompetenzfeldern
In Kombination mit einer etablierten CMOS-kompatiblen Reinraumtechnologielinie und einer vielfältigen Analytik konzentriert sich die Bauelementforschung am Institut auf den Übergang von der heutigen Mikro- bzw. Nanoelektronik hinzu einer zukünftigen Quantenelektronik.
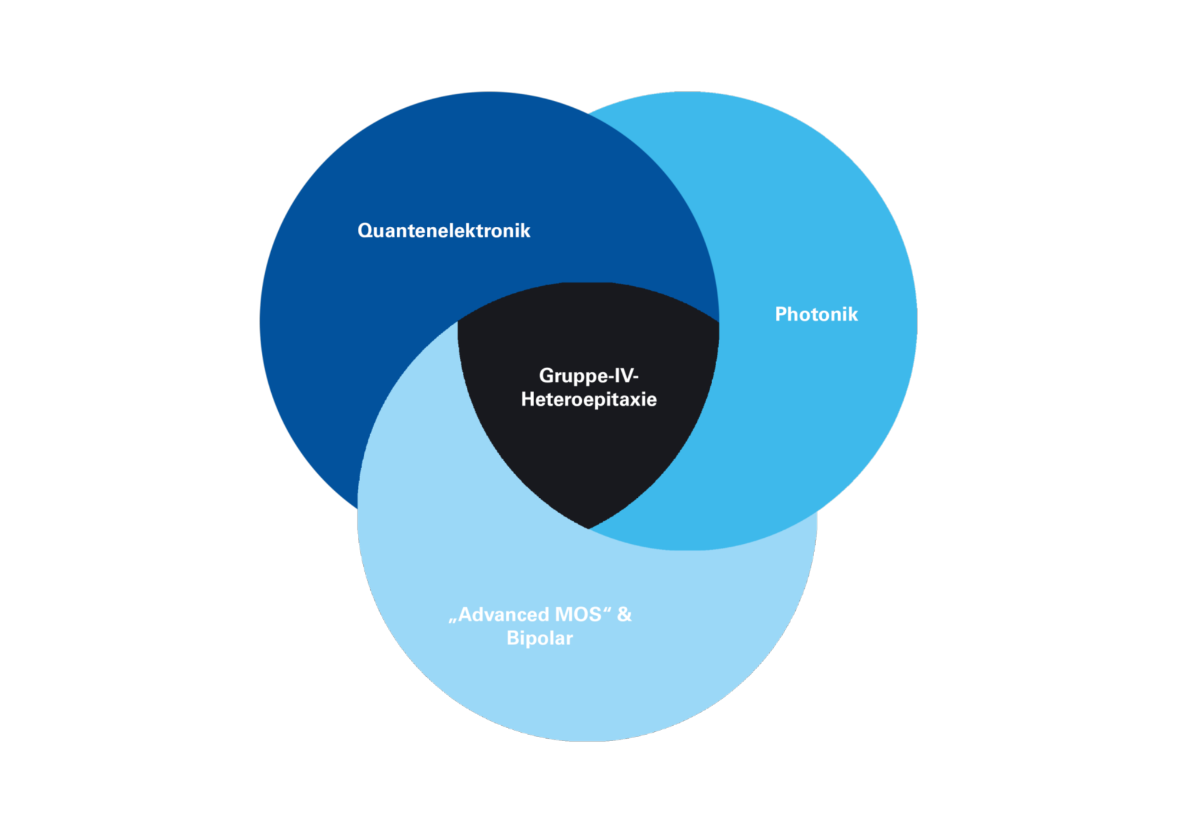
Übersicht über die Kompetenzfelder des IHT
Ihre Ansprechpartner

Michael Oehme
Dr.Akademischer Oberrat
Stellvertretende Institutsleitung
